

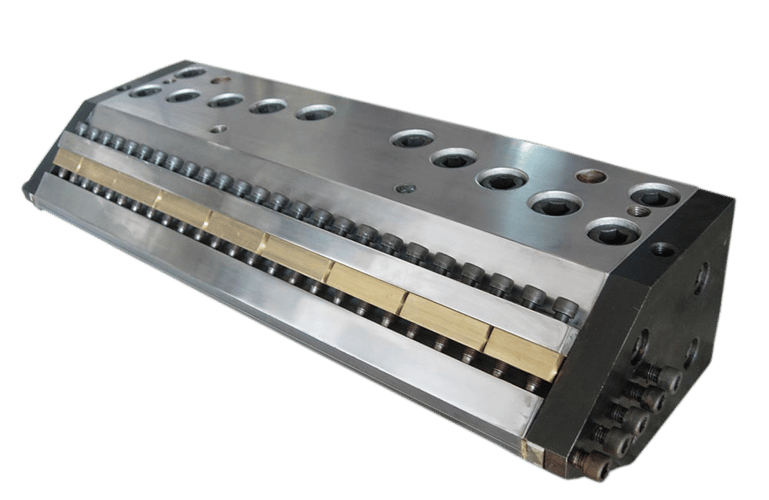
When extruding a flat sheet on a die we can have variations in thickness. Some variations can be eliminated with good process control. Some determining parameters are:
- Variations in extrusion flow
- Temperature in the different zones of the die
- Die opening
- Opening of the rollers
- Variations in the geometry of the rollers and control of their temperature.
- Speed with which the rubber rollers stretch, excessive time between the gripper and cutting.
Now we know some of the variables, the first step is to control them:
- The cooling and heating system in the zones must work properly. The higher the temperature, the greater the flow and therefore the greater the thickness. The middle of the die tends to flow more and the edges of the die tend to cool faster so the zones do not always need to be adjusted to the same temperature.
- Monitor the torque or amperage on the extruder. If we have the same RPM and the same material, the effort of the engine should not drastically increase or decrease. Otherwise something is blocking the flow or changing the viscosity of the material.
- The calibration of the rod and the lips is important, as is the adjustment given by each screw. At a very detailed level, it helps in the adjustment up to number of threads per distance that the screws have.
- This blog doesn’t discuss the relationship between the polymer and the distance of the calender and the opening of the rollers with each polymer, but there are tables that show some of this information.
- The rollers will always print their geometry onto the sheet, so any variation in their shape will cause indentations or protrusions. It is important to keep them clean, take care of the finish, and take care of the parallelism between the rollers and their surface dimensions.
- If there are differences between the speed at which the material flows, this can cause transversal lines of varying thicknesses.
Ready to reduce your production downtime to protect your profits? Learn more about how purging compounds and process efficiency work in tandem.

Comments