

Contamination.
The dreaded problem plastics processors do not like to hear. It presents itself in multiple forms, but one of the most common occurrences is a result of carbon formation. This type of contamination is caused by material degradation somewhere within the plastics processing system. Often times it arises because of a machine either left idle for an extended period of time, or during the hours and minutes leading up to a planned shutdown.
Excessive heat & staying still for too long will cause the normal thermal stability of production resins to become compromised. Combined with oxygen, a transformation takes place resulting in a degradation which leaves behind carbon deposits. Intermittent or continuous, these will show up in the form of black specks or streaks and possibly discoloration. In darker colored plastics, it is recognizable as off color or as lessened material integrity and sub-standard quality of the overall part.
Identified in house, it often leads to piles of product quarantined. This disrupts production and possibly deliveries. Furthermore, it adds indirect labor costs for secondary inspections. Eventually, some or all of it is scrapped and ends up taking up space in a landfill. Justified to avoid perpetual reoccurrence that would occur, if put back into the system by way of regrind. Ultimately, this problem could lead to a product field failure. Either way, it’s not good for the environment, & definitely not good for business!
Fortunately, there is a way to avoid the problem almost entirely.
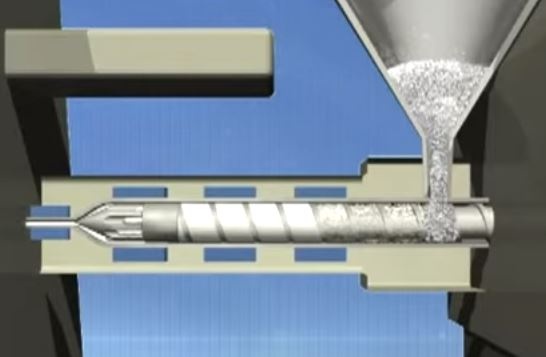
Proactively displace the production resin and seal using a material modified for increased thermal stability, such as a purging compound. Sealing with a Purging Compound is becoming increasingly common in today’s competitive landscape. Many of the unfilled grades of Asaclean can be used for this purpose. These grades are specially modified, thermally stable compounds. Some afford allowable residence times upwards of 12 hours. So what about the possibility of sealing beyond machines screw and barrel?
Yes, it is certainly possible and strongly recommended! For molders these areas for additional sealing include hot runner and manifold systems. For those relying on an extruder to produce plastic products, it could include die heads with flow channels or expansive surface areas (such as sheet dies), melt pumps and adaptor tooling. Really, sealing any area where plastic passes through after exiting the screw and barrel should be up for your further consideration. All sealed and secure, this will successfully help you to AVOID Contamination!
To seal these areas, just like you would the screw and barrel, follow the same basic principles described here.
Learn how to reduce machine downtime with five quick purging compound tips for your injection molding application.


Comments